Denominaciones de mayor uso en la construcción de calibres de control y en el campo de la metrología:
-
Afloramiento: enrase
-
Agujero de referencia: Punto con casquillo templado, con sus coordenadas anotadas para referencia del útil.
-
Anodizado: Baño electrolítico antioxido para piezas de aluminio. Ver nuestro artículo sobre el anodizado del aluminio.
-
Ajuste: Adaptación de una pieza a otra dentro de un conjunto mecánico, tal como un útil de control. Se realiza según las tolerancias de fabricación del conjunto, y toma como referencia un eje y un orificio del conjunto. Su objetivo es asegurar que las diferentes piezas del conjunto mecánico encajen perfectamente, asegurando la funcionalidad y la conformidad del conjunto. Ver nuestra sección de GD&T, con claves prácticas para la realización de planos de conjunto y sus tolerancias de fabricación.
-
Anteproyecto o preproyecto: Diseño inicial que sirve para validar el concepto de un útil de control o de una pieza.
-
Apoyos: Puntos para apoyar y fijar las piezas a controlar. Los apoyos forman parte de los datos de isostatismo de una pieza (ver definición de «isostatismo»)
-
Apretador:
 Mecanismo con palanca basculantes o tornillo, cuyo objetivo es fijar las piezas a medir sobre el útil de control. Otras denominaciones: gatos, bridas de apriete, bridas rápidas, etc…
Mecanismo con palanca basculantes o tornillo, cuyo objetivo es fijar las piezas a medir sobre el útil de control. Otras denominaciones: gatos, bridas de apriete, bridas rápidas, etc… -
Asas de transporte: Asas, generalmente de plástico, para manipular el útil.
-
Baño níquel químico: baño anticorrosivo que se puede aplicar a todas las piezas metálicas. Ver artículo.
-
Brocha:
 o brocha roscada. Elementos de fijación con rosca que simulan los tornillos de fijación de una pieza al vehículo, provistos de un mango para poder manipularlos fácilmente. (material: acero tratado).
o brocha roscada. Elementos de fijación con rosca que simulan los tornillos de fijación de una pieza al vehículo, provistos de un mango para poder manipularlos fácilmente. (material: acero tratado). -
Bruñido: pulido de una superficie metálica con una herramienta dura.
-
CAD: Acrónimo de Computer-Aided Design (diseño asistido por computadora). Soluciones de software para el diseño de productos.
-
Caja portareloj: Caja sólida de plástico, fijada al útil para guardar el comparador.
-
Calibración: Procedimiento de comparación entre lo que indica un instrumento y lo que debería indicar de acuerdo a un patrón de referencia con valor conocido. Los resultados de la calibración son informados en un documento llamado Certificado de Calibración. Hay dos formas de indicar los resultados: 1. como la corrección que aplicar, obtenida como Valor de referencia – valor indicado. 2. Como el error del instrumento: Valor indicado – valor de referencia.
-
Calibre o útil de control: Conjunto mecánico para verificación dimensional de las piezas fabricadas en serie. Los calibres de control son muy utilizados en los sectores industriales del automóvil, electrodomésticos, ferroviario, aeronáutica, etc., por parte de los fabricantes de piezas y componentes. También son denominados galga o útil de control y están diseñados para verificar una pieza determinada.
-
Calibre de profundidades:instrumento de medida consistente en una regla estrecha que se desliza en una pieza transversal de apoyo. Se utiliza para medir la profundidad de un agujero ciego.
- CAM: Acrónimo de Computer-Aided Manufacturing (fabricación asistida por computadora).Solución de software para la definición de operaciones de fabricación.
-
Carta de uso: Instrucciones que entrega el constructor del útil de control, sobre la manera de utilizarlo y el modo de situar la pieza a medir, con el orden de actuación de los sables y el orden de actuación con los apretadores. Además, instrucciones precisas, si llega el caso, para utilizar los comparadores y ajustarlos a 0 en el tarador.
-
CATIA®: Acrónimo de Computer Aided Three-dimensional Interactive Application (aplicación interactiva de diseño tridimensional asistido por computadora). Solución PLM de Dassault Systèmes para la definición y simulación digital de productos, totalmente integrada con DELMIA, ENOVIA, y SMARTEAM. CATIA permite al usuario adaptar la fabricación del producto a las exigencias propias del sector y simular la integralidad de los procesos de diseño industrial, desde la fase concepción inicial y marketing hasta el diseño, análisis, ensamblaje y mantenimiento del producto.
-
Casquillo:
 Pieza, generalmente de acero, de bronce o de plástico, de forma tubular, que está mecanizada en su interior y exterior a una tolerancia ajustada para insertarla en otra pieza donde tendrá diferentes aplicaciones. En el caso de los útiles de control, se insertan casquillos en torretas de soporte de relojes comparadores, o de galgas Pasa/No Pasa. En este caso, la función del casquillo es guiar el instrumentro de medición, y proteger la torreta de soporte del roce con la pieza, para evitar su desgaste.
Pieza, generalmente de acero, de bronce o de plástico, de forma tubular, que está mecanizada en su interior y exterior a una tolerancia ajustada para insertarla en otra pieza donde tendrá diferentes aplicaciones. En el caso de los útiles de control, se insertan casquillos en torretas de soporte de relojes comparadores, o de galgas Pasa/No Pasa. En este caso, la función del casquillo es guiar el instrumentro de medición, y proteger la torreta de soporte del roce con la pieza, para evitar su desgaste. -
Centradores cónicos: Tampones con punzón cilíndrico de guía y zona rombo-cónica para centrar por agujeros. Estos centradores pueden ser flotantes (se mueve en dirección de su eje, mediante la presión de un muelle) o orbitantes (puede orbitar sobre un plano que corta a 90º el eje del centrador, sin llevar muelle). Y también, el centrador cónico para taladros colisos es el que tiene un giro preciso mediante un plano de guía en su punzón cilindrico de guía.
-
Clipsado (clipado): enganche por clips, de igual modo que la realidad.
-
Control de Proceso Estadístico: (ver definición de Procesos) definición de técnicas para diferenciar de manera adecuada entre procesos estables, procesos cuyo promedio se desvía poco a poco y procesos con una variabilidad cada vez mayor.
-
Costes de No Calidad: según el proceso Six-Sigma (ver artículos Muros de calidad I y II y Six Sigma Introducción), costes generados por la producción de material defectuoso. Incluye los costes implicados en compensar la diferencia entre la calidad del producto/servicio real y deseado, así como los costes de la pérdida de oportunidades debida al uso de recursos para rectificar el defecto. Estos costes incluyen los costes de personal, de corrección y de material que fueron añadidos a la unidad de producción desde el punto de rechazo. No incluyen los costes de detección y de prevención.
-
Cuaderno de cargas: El cuaderno de carga o pliego de condiciones, es el modo de comunicación más frecuente entre el «ingeniero de calidad» y el «proyectista». En él vienen especificados todos los puntos claves del diseño (materiales a utilizar, clase de accesorios comerciales, tolerancias generales, tipo de etiquetas grabadas, información sobre el diseño a entregar, 2D o 3D, transporte, embalaje, plazos de entrega, etc…). Ver puntos clave.
-
Datum: Punto, línea o superficie utilizado como referencia para topografía, cartografía, geología o industria. En el caso de la industria, se utilizan los datums como referencia para la concepción, la fabricación y la medición de todo tipo de productos. El término «datum», en este sentido, es sinónimo de «isostatismo».
-
Desbarbado: Proceso consistiendo en quitar las rebabas de una pieza, es decir los excesos de material que permanecen en la pieza después de su mecanizado. Es una de las etapas que forma parte del acabado de una pieza. Además de una función estética (mejor acabado), el desbarbado permite evitar riesgos de heridas del operador manipulándola. Las rebabas son un elemento esencial que tomar en cuenta al realizar un útil de control: ver nuestro artículo sobre La importancia de las rebabas.
-
DFN: Definición numérica de una pieza o «geometria CAD».
-
Diseño mecánico: Concepción, modelización y diseño de sistemas mecánicos. Desde la fase inicial hasta la definición de los últimos detalles y la producción de diseños industriales, las soluciones de diseño mecánico CATIA V5 aceleran las actividades esenciales al desarrollo de productos. Esta solución también está destinada a la fabricación de chapa y moldes, gracias a una serie de aplicaciones especiales que aumentan considerablemente la productividad y reducen el plazo de salida al mercado.
-
 Enrase: Espacio entre dos piezas de un conjunto en el sentido Z. En un útil de control, se realizan tacos con un enrase respecto a la pieza por controlar para la comprobación de dimensionales exteriores por galga Pasa/No Pasa. La zona controlada es conforme si sólo entra el lado Pasa de la galga.
Enrase: Espacio entre dos piezas de un conjunto en el sentido Z. En un útil de control, se realizan tacos con un enrase respecto a la pieza por controlar para la comprobación de dimensionales exteriores por galga Pasa/No Pasa. La zona controlada es conforme si sólo entra el lado Pasa de la galga. -
Esquinas de referencia: Escalones fresados en las esquinas, a cotas precisas para alineación del útil.
-
Galga: De acero tratado, las galgas están formadas por un mango de sujeción y dos elementos de medida, donde una medida corresponde al valor máximo de la cota a medir, y se llama NO PASA, y la otra medida corresponde al valor mínimo de la cota a medir y se llama PASA. Una galga también puede tener sólo el PASA o el NO PASA.
-
Granallado: proceso de [matizado y] endurecimiento superficial para materiales metálicos que consiste en disparar granalla (partículas pequeñas duras) sobre una pieza ya trabajada. Estos impactos producen deformación plástica que endurece la superficie.
-
Imán: apoto imantado que se utiliza para fijar una pieza metálica, en lugar de utilizar apretadores.
-
Informe de control: informe final certificando las cotas reales con sus desviaciones teóricas.
-
Intervalo (de) tolerancia IT: Suma de los valores de las tolerancias mínimas y máximas para la producción de una pieza. Ej: tolerancia = -0.05 / +0.03 ; tolerancia IT= 0.08. La tolerancia IT define la magnitud de la tolerancia que determinará el rechazo a la aceptación del producto concernido.
-
Isostatismo: también llamado datum (ver definición más arriba). Dato del plano de una pieza cuyo objetivo es determinar la posición relativa de un objeto respecto a otro en el espacio. Habitualmente, para posicionar correctamente una pieza en un útil de control, o respecto a otra pieza, se suele utilizar el sistema del apoyo, centraje y anti-giro (sistema del 3+2+1, llamado también plano/recta/punto), que permite posicionar la pieza respecto a tres ejes: vertical (Z), y horizontales (X, Y). Para más información sobre la manera de indicar los datos de isostatismo de una pieza en un plano, ver nuestros artículos en la sección GD&T de Measure Control.
-
 Juego o Gap: Espacio entre dos piezas de un conjunto en los sentidos X y/o Y. En un útil de control, se realizan tacos con un juego respecto a la pieza por controlar para la comprobación de dimensionales exteriores por galga Pasa/No Pasa. La zona controlada es conforme si sólo entra el lado Pasa de la galga.
Juego o Gap: Espacio entre dos piezas de un conjunto en los sentidos X y/o Y. En un útil de control, se realizan tacos con un juego respecto a la pieza por controlar para la comprobación de dimensionales exteriores por galga Pasa/No Pasa. La zona controlada es conforme si sólo entra el lado Pasa de la galga. -
Nitrurado o Nitruración: Endurecimiento de la superficie externa del acero al bajo carbono. El material se calienta a los 510°C y se mantiene así en contacto de gas amoníaco. De esta manera los nitruros del amoníaco ayudan a endurecer el material. También existe la modalidad líquida en la cual el material es sumergido en un baño de sales de cianuro a la misma temperatura del nitrurado normal. Por fin, se puede realizar según el mismo principio un nitrurado gaseoso. El nitrurado se utiliza para piezas de acero que necesitarán una excelente resistencia el desgaste, como las matrices de extrusión de aluminio, o los moldes de inyección de plástico. Dada la baja temperatura a la que se realiza este tratamiento se producen deformaciones inapreciables y una dureza alta.
-
Metrología: es la ciencia y técnica que tiene por objeto el estudio de los sistemas de pesos y medidas, y la determinación de las magnitudes físicas. Descripción wikipedia.
-
Pieza física: Pieza de muestra, igual a las que medirá el cliente.
-
Pieza master: Pieza fabricada según las medidas nominales o pieza de serie tomada por el cliente como «pieza de referencia».
-
Pinula: Pequeña esfera con espiga roscada para utilizar como referencia con sus coordenadas fijas.
-
Placa base: Placa principal, generalmente de aluminio, que soporta todos los mecanismos, puntos de referencia, etiquetas grabadas, asas y apoyos, en un útil de control.
-
Placa de ensayo: Soporte que simula el lugar de montaje de una pieza a verificar, en su posición y coordenadas de vehículo con el mismo sistema de fijación por tornillos o clipsado, para someter las piezas a ensayos tipo climatológico y fisico-mecánico, simulando el uso previsto en el vehículo.
-
Proceso: Un proceso es una combinación única de herramientas, métodos, materiales y personal dedicados a la labor de producir un resultado medible; por ejemplo una línea de producción para el ensamble de puertas de vehículos. Todos los procesos tienen una variabilidad estadística inherente que puede evaluarse por medio de métodos estadísticos, tales como el Control de Proceso Estadístico (ver definición).
-
Proyecto: Diseño en papel o CD para construir el útil o calibre.
-
Puntos de isostatismo: Puntos RPS, generalmente para apoyo de pieza.
-
Referencias secundarias: Caras externas del útil con alineación determinada.
-
Reloj comparador:
 Instrumento que permite realizar medidas en una pieza, comparándola con un patrón de valor conocido. Existen dos tipos de relojes comparadores: relojes analógicos, que disponen de un cuadrante similar al de un reloj con una aguja indicando el valor de la medición; relojes digitales, que disponen de una pantalla visualizando el valor de la medición a la centésima o a la milésima. El reloj se ajusta al patrón de valor conocido gracias a una torreta de taraje, antes de ser montado en una torreta fija posicionada en el punto de la medición que realizar. De este modo, se pueden conseguir valores de desviación de una pieza en un punto concreto, así como longitudes al posicionar dos relojes en cada extremidad de la pieza.
Instrumento que permite realizar medidas en una pieza, comparándola con un patrón de valor conocido. Existen dos tipos de relojes comparadores: relojes analógicos, que disponen de un cuadrante similar al de un reloj con una aguja indicando el valor de la medición; relojes digitales, que disponen de una pantalla visualizando el valor de la medición a la centésima o a la milésima. El reloj se ajusta al patrón de valor conocido gracias a una torreta de taraje, antes de ser montado en una torreta fija posicionada en el punto de la medición que realizar. De este modo, se pueden conseguir valores de desviación de una pieza en un punto concreto, así como longitudes al posicionar dos relojes en cada extremidad de la pieza. -
Resina: Material sintético para maquetas, más facil de mecanizar que el aluminio o acero.
-
Revenido: Calentamiento del metal después del normalizado o templado a una temperatura inferior al punto crítico, seguido de un enfriamiento controlado. Se utiliza a fin de mejorar los efectos de endurecimiento y resistencia del templado. Ver definición de templado y normalizado en esta página.
-
RPS: Puntos de una pieza con coordenadas precisas, referidas a cotas de vehículo.
-
RTCP (Reference Tool Center Point): es una función de los controles Fidia que permite hacer movimientos de la herramienta en cabezales birrotativos manteniendo en el mismo lugar el centro de la herramienta. Ver artículo Calibración de cabezales birrotativos
-
Rugosidad: La rugosidad resulta un factor determinante de la calidad de una pieza mecanizada; por eso existen varios factores que permiten determinar la calidad de un producto según su tipo y uso.
Superficie geométrica: superficie teórica perfecta que sirve de base a la estimación de la rugosidad de un producto.
Rp: Distancia del punto más alto del perfil respecto a la superficie geométrica.
Rm : Distancia del punto más bajo del perfil respecto a la superficie geométrica.
Ra: Desviación promedia respecto a la superficie geométrica, calculada por el promedio de los valores Rp y Rm.
Para ser reconocido como de buen calidad, el producto tiene que cumplir con un valor incluido en la escala de Ra idóneo,
que varia según el tipo de producto estudiado, tal como lo detalla la tabla a continuación: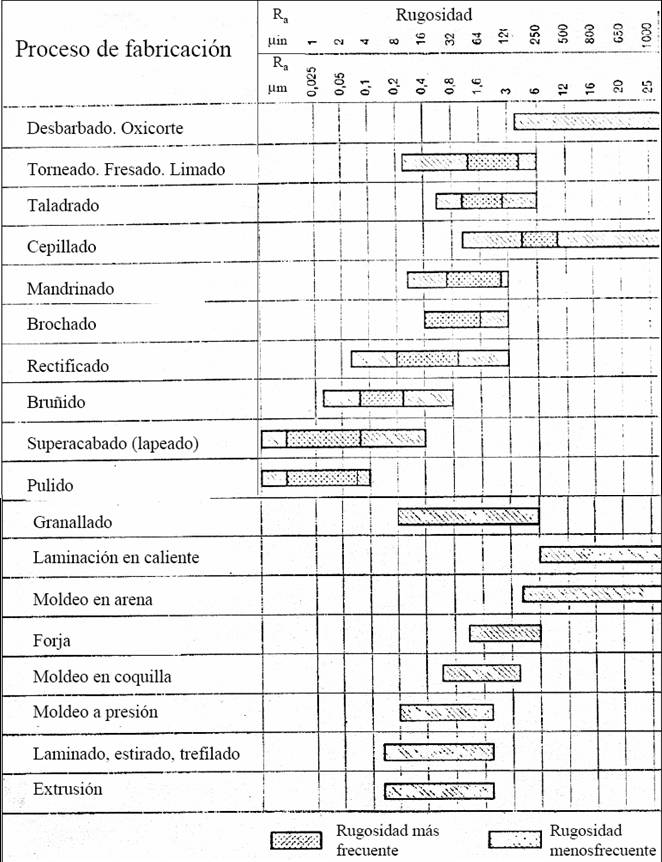
Fuente: Universidad de Zaragoza, http://www.unizar.es/euitiz/areas/areingpf/21206/desc/medrug.pdf -
Sables o bulones: Piezas de centraje para introducir en ventanas de piezas y situarlas en el útil.
-
Sables de control: Posible denominación de los tampones pasa o no pasa (P/NP).
-
Salidas de referencia: Acotación de las caras exteriores referidas al vehículo.
-
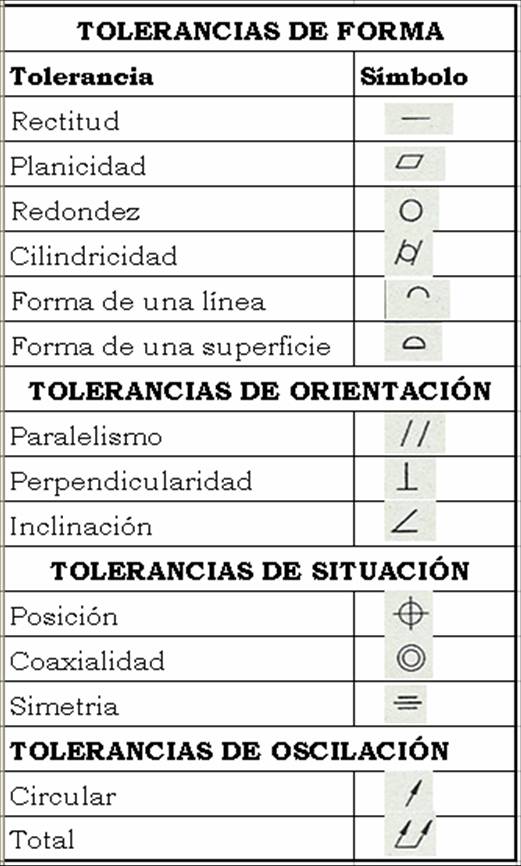
Símbolos de tolerancias en planos:
-
Sistema de clipado: Mecanismo que simula el enganche real final de las piezas a controlar.
-
Tarador: Pieza con escalón a medida exacta para situar el comparador en el cero.
-
Templado/Temple: Incremento de la dureza y de la resistencia mecánica de un metal, sometiéndolo a un proceso controlado de calentamiento (800 a 950 grados), seguido de un rápido enfriamiento por inmersión o aspersión de agua, aceite u otros fluidos (baño de plomo o mercurio, etc.). Este proceso se realiza a una velocidad mínima llamada «crítica».
-
Trazo paralelo: Dibujo de la pieza sobre el útil, con anchura determinada y precisa.
-
Tridimensional: Máquina manual o automática para medir con precisión, y en tres dimensiones, las piezas, maquetas o útiles y además en caso necesario, editar un informe con las desviaciones de cotas, que presenta el objeto medido, según su geometria CAD. Denominadas comunmente como CMM (Coordinate Measuring Machine).
-
Útil de posicionado: Soporte para medir las piezas en máquina tridimensional.
También os recomendamos como fuente de consultas las páginas siguientes:
Diccionario Internacional de Metrología:

Centro Español de Metrología:
Bibliografia del glosario:
NOTA: Las definiciones incluidas en este glosario sólo están basadas en las referencias encontradas en la bibliografía detallada más arriba.
Pingback: Measure Control » Mejoras gracias a Barrabés.biz
Pingback: Measure Control » Glosario - Diccionario trilingüe
Pingback: Measure Control » Calibración de cabezales birrotativos
Pingback: Measure Control » Catia V5R17